
 Now that she is welded and aligned, it’s time for the parts. First the brake bridge gets mitered.
Now that she is welded and aligned, it’s time for the parts. First the brake bridge gets mitered. After mitering it is deburred and double checked before cleaning.
After mitering it is deburred and double checked before cleaning. Same for the chainstay bridge. Holes are also drilled in that frame within the bridges to allow the argon to flow into them while welding
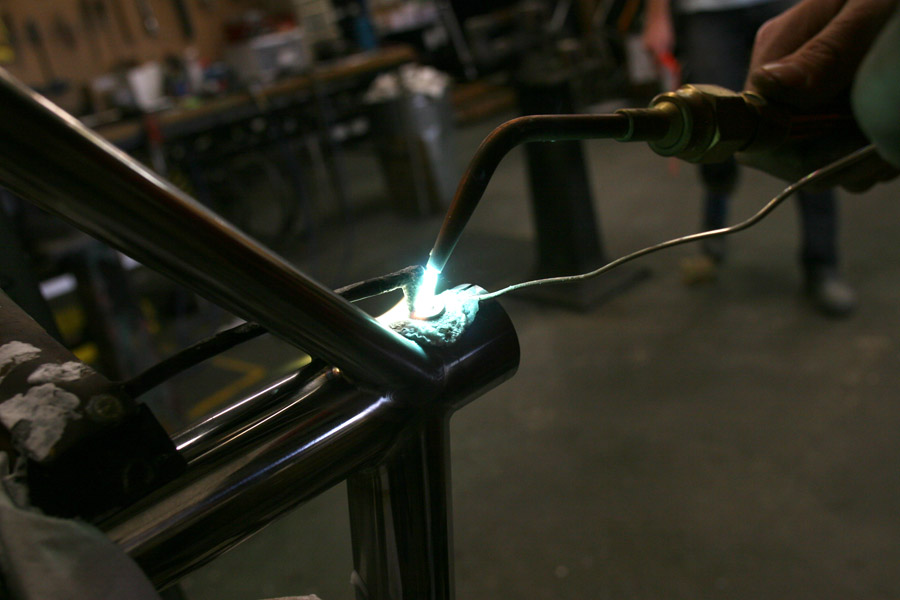
Same for the chainstay bridge. Holes are also drilled in that frame within the bridges to allow the argon to flow into them while welding After welding the bridges in and completing the welding portion of the frame build, we move onto the finishing area and visit our head finisher Finn. He has lots of experience brazing the bits onto stainless frames and Bella is more than safe in his hands.
After welding the bridges in and completing the welding portion of the frame build, we move onto the finishing area and visit our head finisher Finn. He has lots of experience brazing the bits onto stainless frames and Bella is more than safe in his hands. Finishing includes much more than just brazing, when Finn is done working on the frame it is, for all intents and purposes, a ridable frame (minus the surface treatment). After reaming, slotting and drilling the seat tube, a stainless steel reinforcement washer is brazed onto the the area at the bottom of the slot.
Finishing includes much more than just brazing, when Finn is done working on the frame it is, for all intents and purposes, a ridable frame (minus the surface treatment). After reaming, slotting and drilling the seat tube, a stainless steel reinforcement washer is brazed onto the the area at the bottom of the slot.
 Then the water bottle bosses are brazed into place. Finn added the fancy pointy reinforcement gussets around them for added bling and sturdiness.
Then the water bottle bosses are brazed into place. Finn added the fancy pointy reinforcement gussets around them for added bling and sturdiness.


 Then all of the cable stops are brazed on.
Then all of the cable stops are brazed on.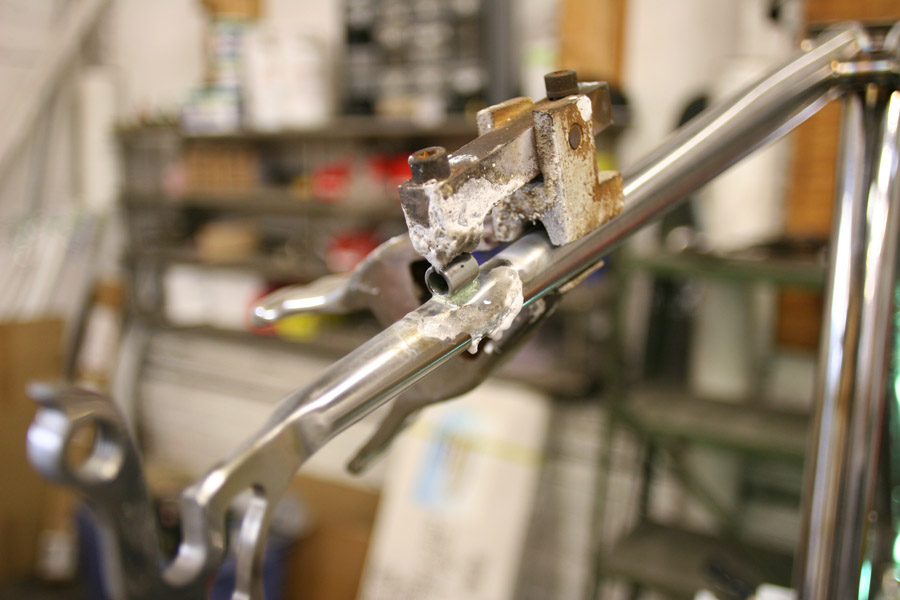 The headtube is then reamed, completing the finishing process.
The headtube is then reamed, completing the finishing process.
I left out a bunch of stuff, such as: tapping and facing the bottom bracket, drilling and tapping for the headbadge bolts, doing the wheelcheck, and a whole host of other things. These parts of the building process will, no doubt, be covered at some point.
So now it is time to polish, build and ride..
The next entry in The Stainless Report will be focusing on the completed bicycle, she already has 100 miles on her….




looking forward to seeing her built & maybe a comparison pic with the 953?